
Комплексное перевооружение производства станками с ЧПУ для изготовления поршней двигателей
Компания Crossline в 2022 разработала проект по перевооружению компонентного производства в ООО «УДМЗ» для реализации серийного производства промышленных высокооборотных двигателей мощностью свыше 500 кВт.
В рамках перевооружения компонентного производства потребовалась поставка высокотехнологичного механообрабатывающего оборудования и комплексного технологического решения «под ключ».
Задачи проекта
- Организовать производство ключевых компонентов (поршней, головок и тронков) для двигателей ДМ-185 и ДМ-21 в соответствии с требованиями конструкторской документации.
| Наименование | Габариты, мм | Масса, кг | Количество на годовую программу |
| Головка поршня ДМ-185 | 185*55 | 4,2 | 5280 |
| Тронк поршня ДМ-185 | 185*155 | 9,2 | 5280 |
| Поршень ДМ-185 | 185*200 | 13,4 | 5280 |
| Головка поршня ДМ-21 | 80140240 | 6,81 | |
| Тронк ДМ-21 | 80204554 | 14 | |
| Поршень ДМ-21 | 8267622 | 21,5 |
- Обеспечить высокую производительность и гибкость линии для работы в режиме 3 смены.
- Внедрить оборудование с минимальным временем переналадки, автоматизацией ключевых процессов и возможностью удалённого контроля.
- Выполнить монтаж, пусконаладку и обучение персонала в сжатые сроки.
Выполненные работы
- Разработка и согласование технического решения
Проектирование планировки цеха.
Подбор оборудования, обеспечивающего полный цикл обработки деталей согласно ТЗ.
- Поставка оборудования и оснастки
Поставлены многофункциональные обрабатывающие центры с ЧПУ, оснащённые системами автоматической смены инструмента, удалённой диагностики и автоуборки стружки.
Комплект режущего, вспомогательного и измерительного инструмента первые месяцы работы.
Управляющие программы и постпроцессоры для CAM-системы.

- Монтаж и пусконаладка
Выполнен монтаж, проведена проверка геометрической точности, статических и динамических характеристик оборудования.
Осуществлена пробная обработка и сдача первых партий деталей.
- Обучение персонала
Проведён инструктаж и обучение операторов, технологов и сервисных специалистов.
Передана полная документация.
Сдача в эксплуатацию

Состав нового оборудования
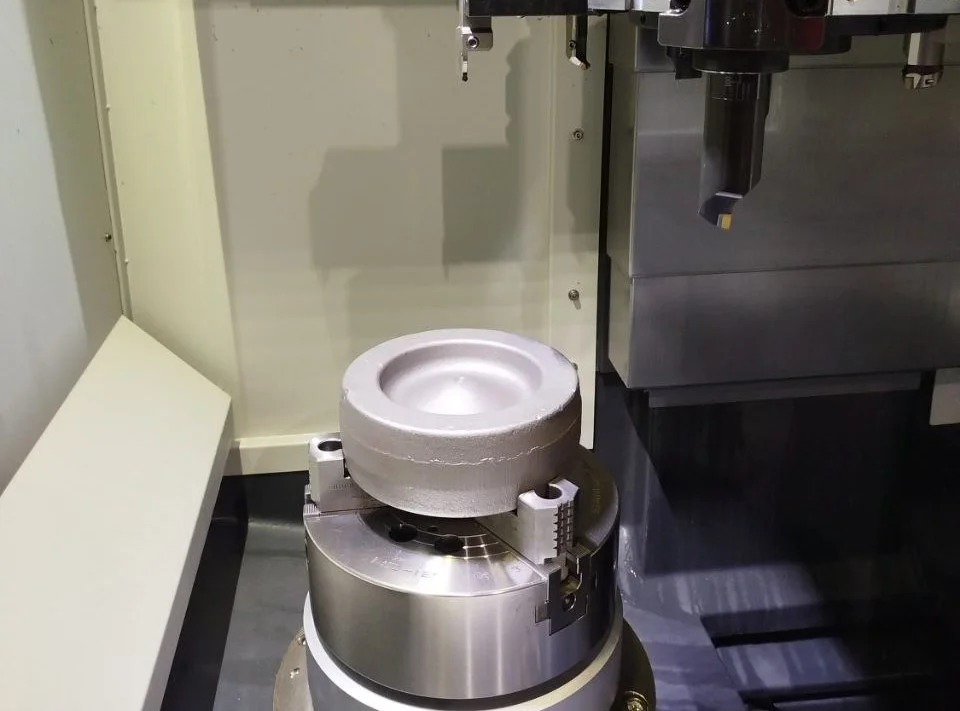
- Вертикально-токарный станок SLV 500 – 3 шт.
Макс. диаметр обработки: 500 мм
Частота вращения шпинделя: 30–3000 об/мин
ЧПУ: Fanuc 0i-TF
12-позиционная револьверная головка с функцией приводного инструмента
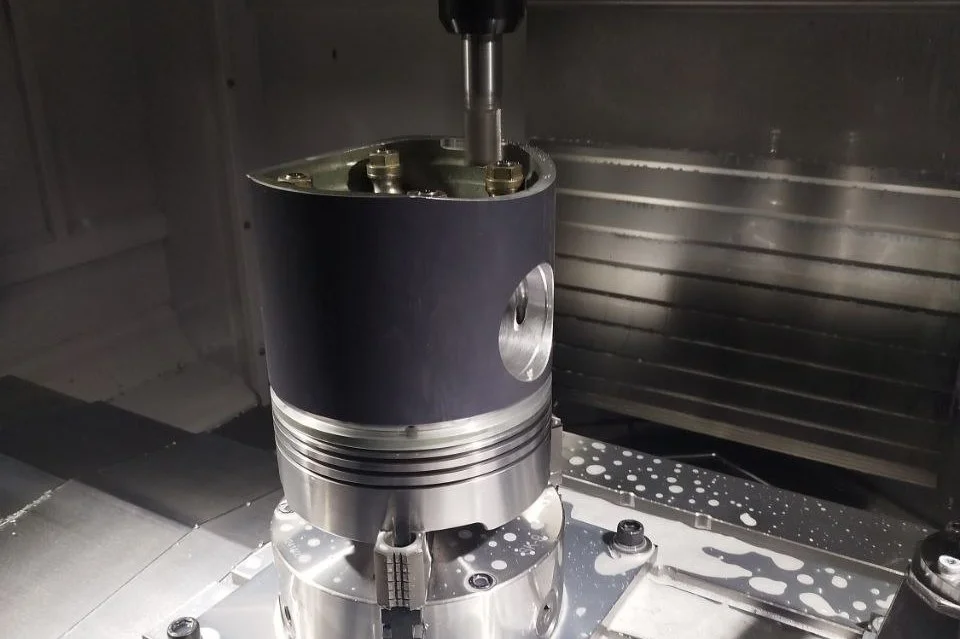
- 5-осевой вертикально-обрабатывающий центр GT-630W – 1 шт.
Рабочий стол: Ø630 мм, грузоподъёмность 600 кг
Частота вращения шпинделя: 10–10 000 об/мин
Мощность шпинделя: 40 кВт
ЧПУ: Fanuc 0i-MF
Автоматическая смена инструмента (32 инструмента)
- Горизонтально-обрабатывающий центр HB 630 – 1 шт.
Рабочий стол: 800 x 600 мм, грузоподъёмность 800 кг
Частота вращения шпинделя: 8 000 об/мин
Мощность шпинделя: 26 кВт
ЧПУ: Fanuc 0i-MF
Автоматическая смена инструмента (60 инструментов)
Система автоматической смены паллет
- Вертикально-обрабатывающий центр TMV-850QII – 1 шт.
Рабочий стол: 950 x 600 мм, грузоподъёмность 800 кг
Частота вращения шпинделя: 10 000 об/мин
Мощность шпинделя: 22 кВт
ЧПУ: Fanuc 0i-MF
Автоматическая смена инструмента (24 инструмента)
- Специальный токарный станок Piston Turner B – 1 шт.
Специализирован для обработки поршней
Макс. диаметр поршня: 300 мм
Частота вращения шпинделя: 36–3 600 об/мин
Мощность шпинделя: 11 кВт
8-позиционная револьверная головка
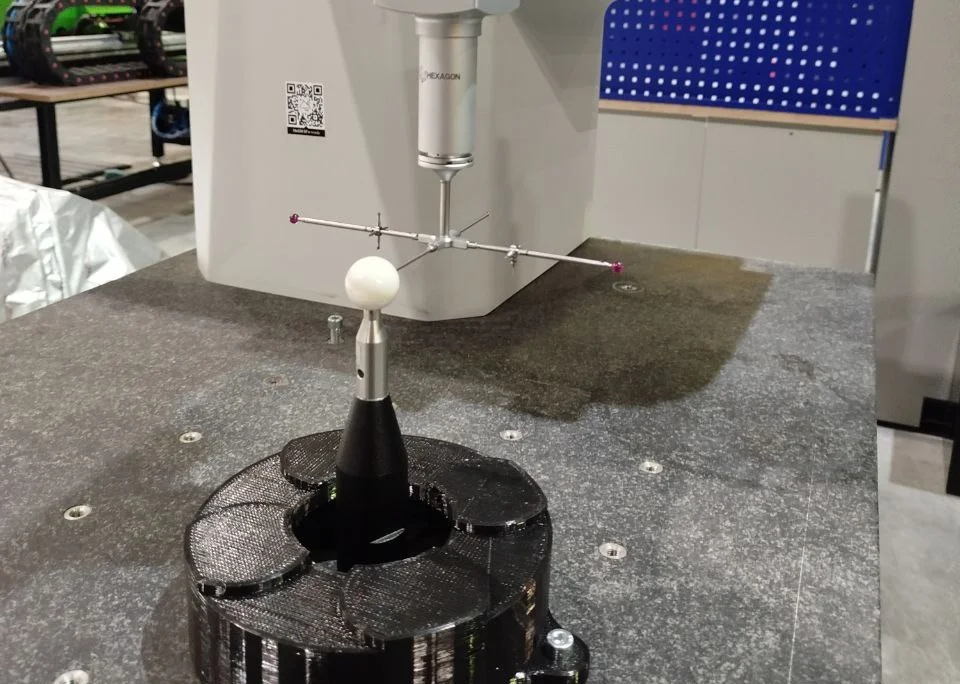
- Координатно-измерительная машина TIGO SF (HEXAGON) – 1 шт.
Точность измерения: 1,6 мкм
Программное обеспечение: PC-DMIS CAD++
Автоматическая смена щупов
Результат
- Производство запущено на полную мощность: Линия успешно работает в 3-сменном режиме, выдавая серийные партии поршневых групп.
- Гибкость и скорость: За счет систем автоматической смены инструмента и многозадачности станков мы резко сократили время переналадки при переходе между модификациями деталей.
- Готовность персонала: Мы провели пусконаладку, проверку геометрии станков и полностью обучили операторов и технологов ООО «УДМЗ» самостоятельной эксплуатации нового комплекса.




