
Технология обработки детали: разработка технологического процесса, выбор инструмента и режимов резания
Разработка технологии обработки детали — это основа точности, стабильного качества и экономической эффективности в металлообработке. Грамотно выстроенный технологический процесс позволяет не только выполнить требования чертежа, но и получить экономический эффект.
Одна и та же деталь может быть изготовлена разными способами. Все варианты будут соответствовать чертежу и техническим условиям, но отличаться по трудоёмкости и себестоимости. Задача инженера — выбрать оптимальный вариант технологии с учётом реальных условий производства и доступного инструмента для металлорежущих станков.
Что включает технология обработки детали
Технология обработки детали — это последовательная система решений, в которую входят:
- анализ чертежей деталей и заготовок;
- построение маршрута обработки, подбор оборудования и инструмента;
- разработка технологической документации.
На практике технология обработки, оборудование и инструмент работают как единая система, и ошибка в одном элементе отражается на конечном результате.
Основные этапы разработки технологического процесса
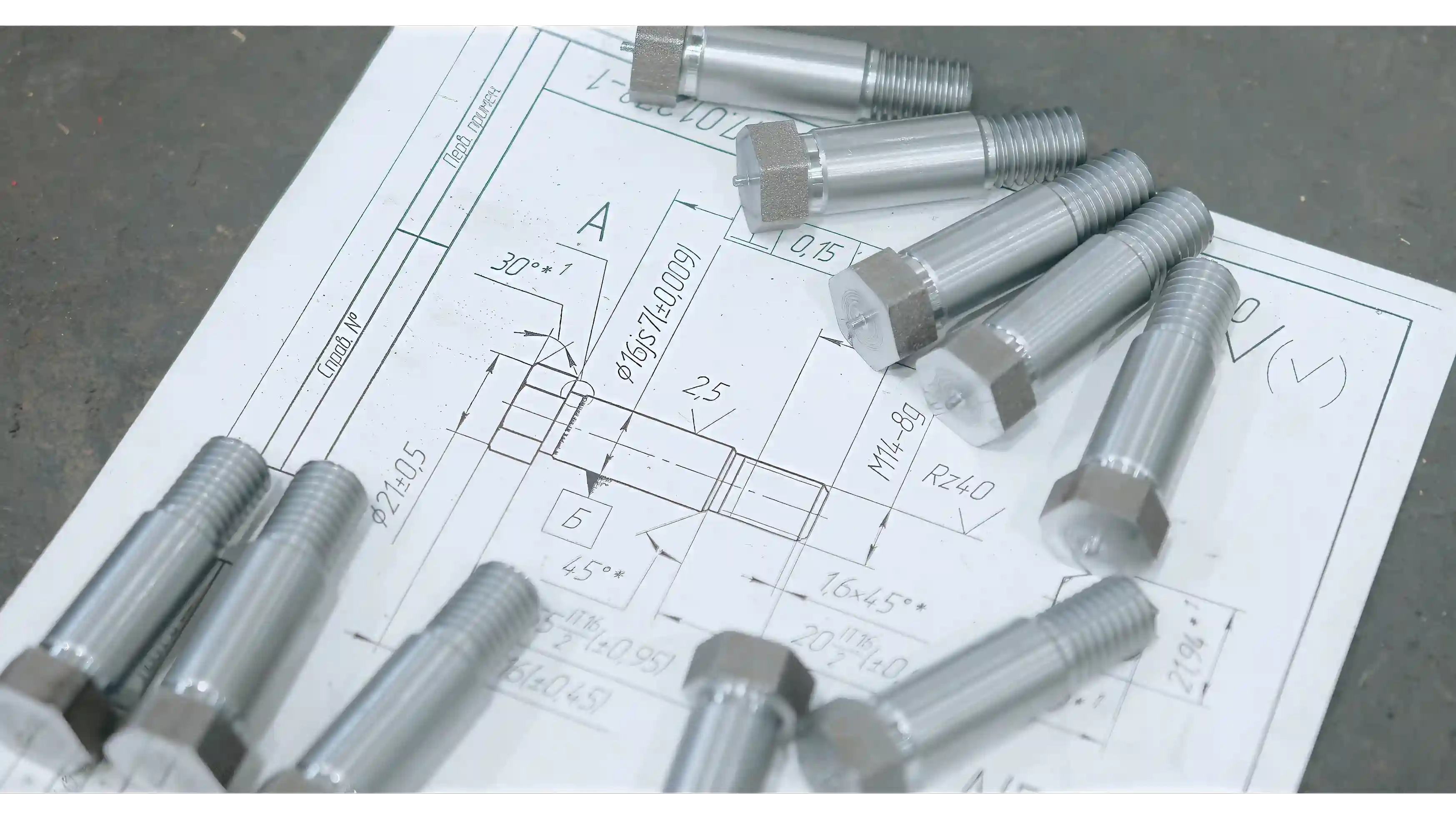
- Анализ документации
На первом этапе изучаются чертежи, 3D-модели и технические условия. Определяются требования к точности, шероховатости и материалу детали. Уже здесь становится понятно, на каком оборудовании и каким инструментом будет изготовлена деталь.
- Выбор баз и последовательности операций
По чертежу определяются черновые и чистовые базы, после чего выстраивается маршрут обработки:
- черновая обработка — снятие основного припуска;
- получистовая и чистовая — обеспечение размеров, шероховатостей и требований к поверхностям.
- Окончательная разработка технологического процесса
Происходит подробное окончательное формирование технологического процесса с указанием подобранного оборудования, переходов, режимов, эскизов обработки, вспомогательного и режущего инструмента.
На этом этапе, совместно с компанией Brotech окончательно определяется, какие инструмент и оснастка будут использоваться. Это и один из ключевых этапов разработки.
Для стабильной работы дополнительно используется вспомогательный инструмент для станков, а также измерительная и наладочная оснастка.

Режимы резания
Режимы резания — один из ключевых элементов технологического процесса. Их корректный подбор обеспечивает баланс между качеством, производительностью и экономической эффективностью обработки и напрямую зависит от выбранной технологии и режущего инструмента.
Оптимизация режимов резания позволяет снизить себестоимость детали за счёт увеличения ресурса инструмента, сокращения времени цикла и уменьшения количества брака. В серийном и массовом производстве это даёт ощутимый экономический эффект, поэтому подбор инструмента стоит доверить профессионалам.
Виды и классификация режущего инструмента
Один из самых востребованных видов обработки металла – резание. Для металла применяют режущий инструмент и специальную технологическую оснастку.
Основные металлорежущие инструменты
Инструмент для обработки металла классифицируют по конструкции и типу обрабатываемой поверхности. Кроме этого, каждый класс разделяют на разновидности.
По конструкции лезвийный инструмент подразделяется на:
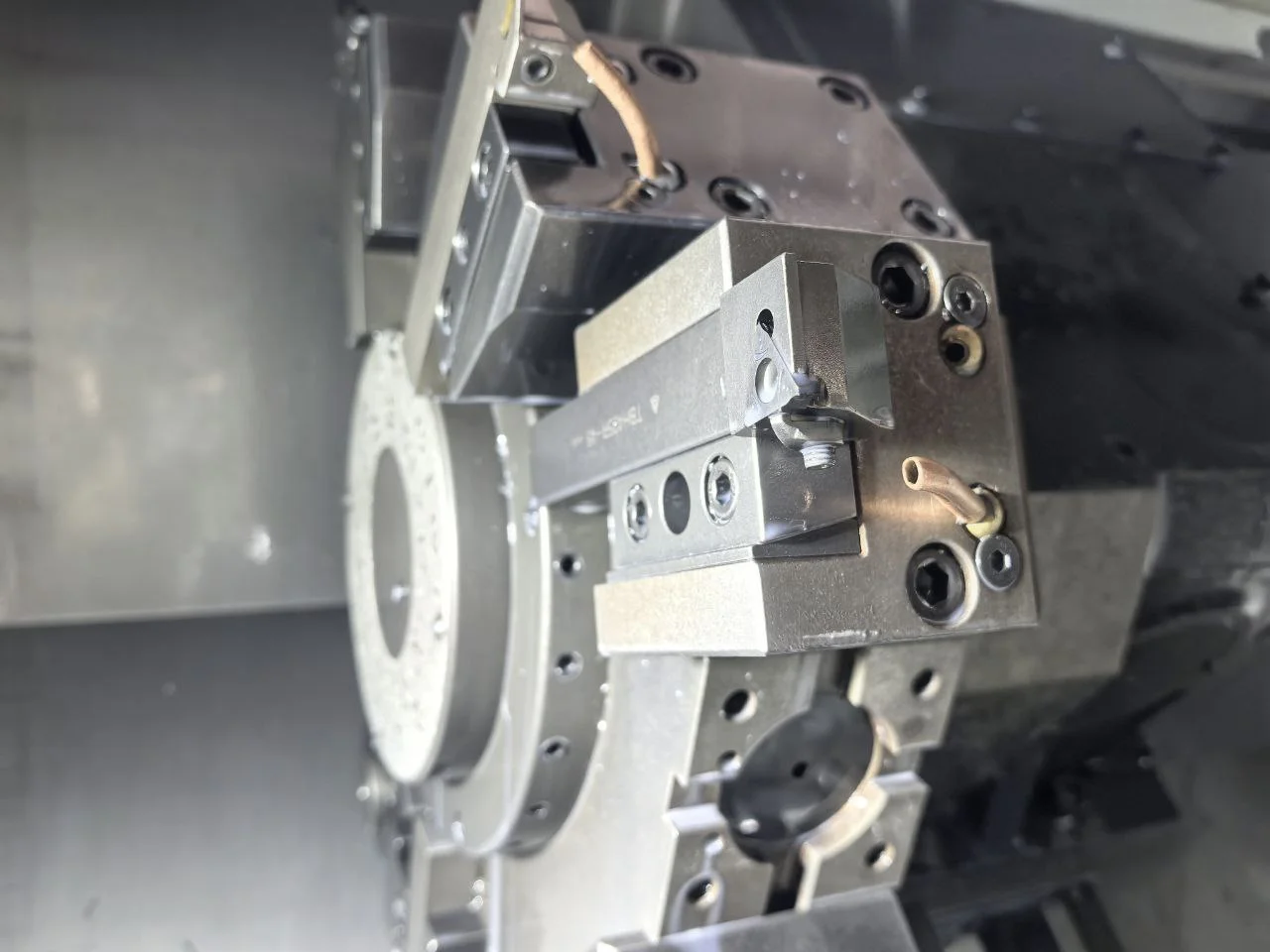
- Резцы, применяемые для обтачивания тел вращения (токарные), а также строгальные резцы, используемые для обработки плоских поверхностей. В процессе обработки резец перемещается вдоль оси вращения заготовки. Основные характеристики токарных резцов — размер державки, функциональное назначение и материал режущей части.
Токарные резцы подразделяются на проходные, отрезные, резьбовые и канавочные. Также различают правые и левые резцы в зависимости от направления подачи.
- Сверла — инструмент осевого типа, изготавливаемый с одной или несколькими режущими кромками. Применяются для формирования отверстий за счёт вращения вокруг своей оси и осевой подачи в заготовку. Сверла бывают правые и левые; последние используют, в том числе, при механизированном сверлении.
К этому же классу относятся развертки, зенкеры и цековки, применяемые для обработки отверстий после сверления. Развертки используют для чистовой обработки и доведения отверстий до требуемых размеров и шероховатости.
Протяжки — стержневой инструмент с лезвиями, применяемый для получения фасонных отверстий (шпоночных и шлицевых пазов). Диаметр протяжки постепенно увеличивается по направлению к хвостовой части.
Фрезы — лезвийный осевой инструмент, предназначенный для обработки заготовок, зафиксированных на рабочем столе станка. Фрезы подразделяются на общего назначения, червячные, зуборезные, гравировальные, шпоночные и другие. Их применяют для получения сложных поверхностей, в том числе при изготовлении пресс-форм и штампов.
Для получения наружной и внутренней резьбы применяют метчики и плашки. Метчик представляет собой стержень с продольными канавками, образующими режущие кромки. Плашка — диск с внутренними режущими лезвиями, предназначенный для нарезания наружной резьбы. Метчики бывают ручные и машинные.
Для производства зубчатых колес используют долбяки, зуборезные фрезы и шеверы.
Для грубой и финишной обработки применяют абразивные и шлифовальные круги, изготовленные из абразивных материалов (например, карбида кремния). Они используются для зачистки поверхностей, удаления следов коррозии и обработки деталей после термообработки.



