
В феврале 2024 года осуществлен ввод в эксплуатацию автоматизированного комплекса, который объединяет токарную и фрезерную операции для обработки деталей типа «Крышка» в автономном режиме.
Задачи проекта
Замена критически изношенного оборудования цеха, обеспечение требуемой производительности и выполнение плана производства, обеспечение стабильного качества и точности обработки, уменьшение потребления ТЭР, снижение трудоемкости и себестоимости продукции, улучшение условий труда и повышение культуры производства.

Номенклатура деталей:
4 детали «Крышка» весом от 11 до 22 кг. с общей годовой программой 51 000 шт.
Технологические операции:
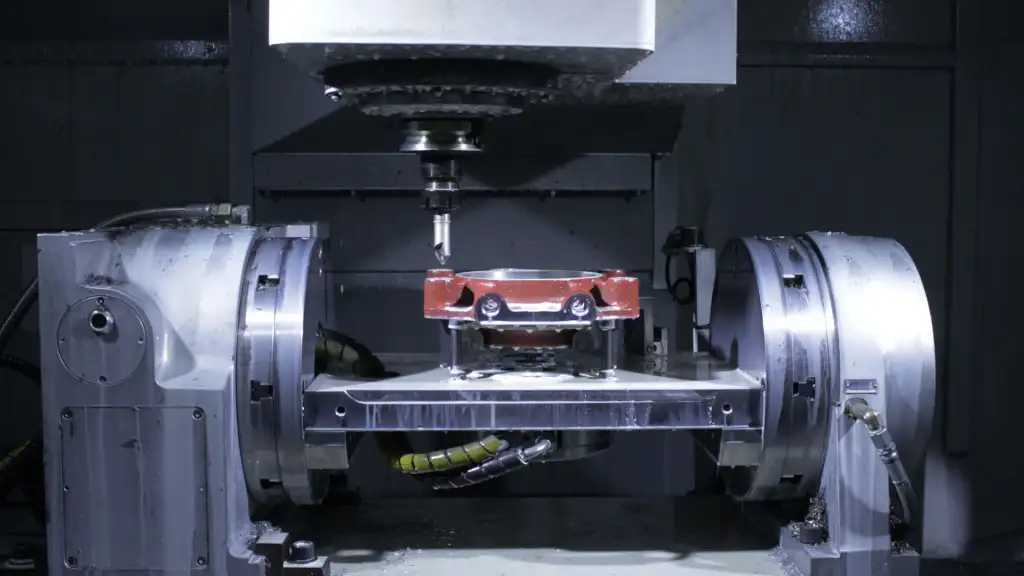
- токарная обработка (точение, растачивание);
- фрезерная обработка (фрезерование, сверление и растачивание отверстий, обработка фаски, нарезание резьбы).
Реализация проекта
Оборудование
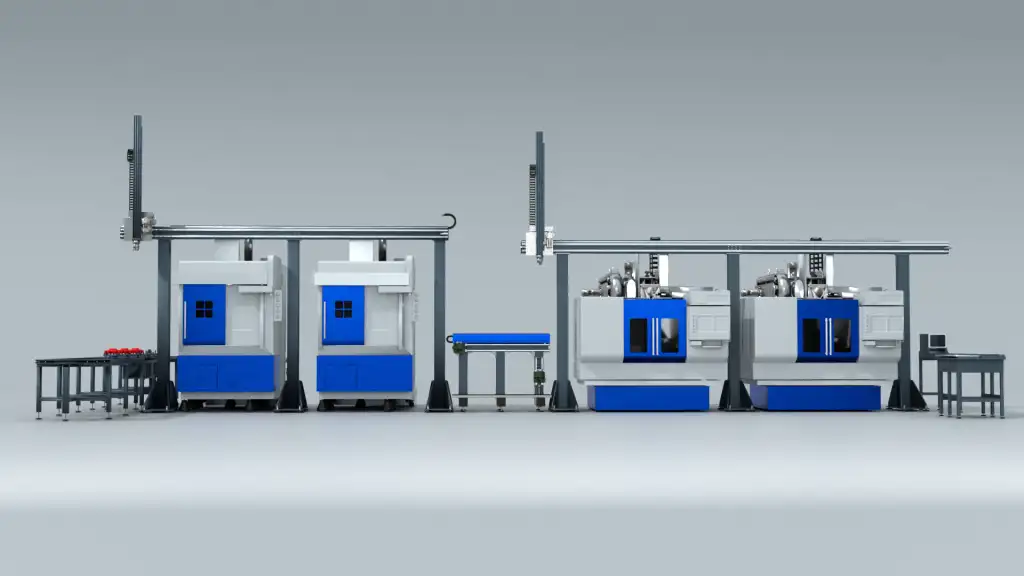
Для реализации данного проекта использованы два вертикальных токарных
станка с ЧПУ и два вертикальных фрезерных станка с ЧПУ модели, объединенные системой автоматизации загрузки, переустановки и выгрузки с буферными накопителями для заготовок и готовых деталей. Комплекс является гибкой производственной системой и может быть переналажен на изготовление других деталей, требующих токарную и/или фрезерную обработку путем смены технологической оснастки.

Для снижения трудоемкости, повышения эффективности, автономности, безопасности труда и культуры производства применена портальная система автоматической загрузки с двумя независимыми манипуляторами и кольцевые накопительные конвейеры для заготовок и готовых деталей.
Встроенный в комплекс автоматический кантователь обеспечивает переворот изделий для последующей установки на обработанную базу, а вся система позволяет производить переустановку с кантованием с любого на любой станок.
Оператор укладывает заготовки на ложементы и нажатием кнопки отправляет в буферную зону, заполняя таким образом накопитель заготовок. Далее оператор снимает готовые детали освобождая накопитель готовых деталей. В время обработки деталей из накопителя, оператор осуществляет контроль процессов обработки и качества деталей.
Манипуляторы, конвейеры, кантователь и станки синхронизированы между собой, а алгоритмы работы обеспечивают минимальные расстояния перемещений манипуляторов. Конвейеры перемещают заготовки или свободные ложементы в зону работы манипулятора.
Для обеспечения обработки за один установ на фрезерных станках применены поворотные и поддерживающие столы с рабочими плитами, а в качестве рабочих приспособлений используются стационарные 3-кулачковые патроны со специальными кулачками. Для облегчения возможной переналадки 4-ая ось установлена на рабочий стол на дополнительной базовой плите, а рукав высокого давления привода механизации имеют быстроразъемные соединения.
Достижения
- Выполнение плана производства.
- Сокращение производственного цикла.
- Снижение трудоемкости и повышение безопасности труда.
- Повышение качества продукции.
- Высвобождение площадей и механообрабатывающего оборудования.
- Снижение потребления ТЭР.
- Улучшение условий труда и повышение культуры производства.
Автоматизированный комплекс обеспечивает высокую производительность при низких трудозатратах, а автоматизация процессов обеспечивает высокую эффективность эксплуатации оборудования. Комплекс является гибкой системой и может быть переналажен на производство другой продукции. Два накопительных конвейера и независимые манипуляторы обеспечивают возможность наладки раздельных операций – только токарная и только фрезерная обработка.



