
В январе 2023 года осуществлен ввод в эксплуатацию токарно-фрезерного обрабатывающего центра с автоматизацией загрузки, накопительным конвейером и внедрением технологии обработки валов за один установ.


Задачи проекта
Модернизация цеха по изготовлению вала тягового электродвигателя с целью увеличения производительности, снижения себестоимости продукции и замены изношенного, морально устаревшего оборудования.
Номенклатура изделий:
включает валы диаметром от 35 до 150 мм, длиной от 283 до 715 мм и весом до 100 кг.
Технологические операции:
- черновая обточка;
- фрезерование лысок и пазов;
- обработка шлицевого и зубчатого венца;
- чистовое точение и нарезание резьбы.
Реализация проекта
Многозадачный токарно-фрезерный обрабатывающий центр.
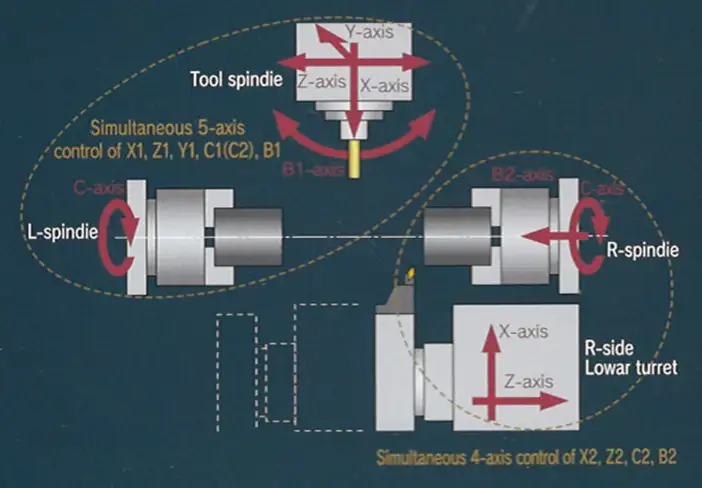
Для реализации данного проекта выбран высокотехнологичный многофункциональный токарно-фрезерный обрабатывающий центр в компоновке с двумя шпинделями, верхним инструментальным суппортом с фрезерным шпинделем и нижним инструментальным суппортом с револьверной головой. Фрезерный шпиндель позволяет выполнять как фрезерную, так и токарную обработку, а инструментальный магазин на 24, 40, 60 или 120 позиций предоставляет широкие возможности в наладке и высокую степень автономности для различных задач, от мелкосерийного производства широкого ассортимента до массового производства сложнейших деталей.
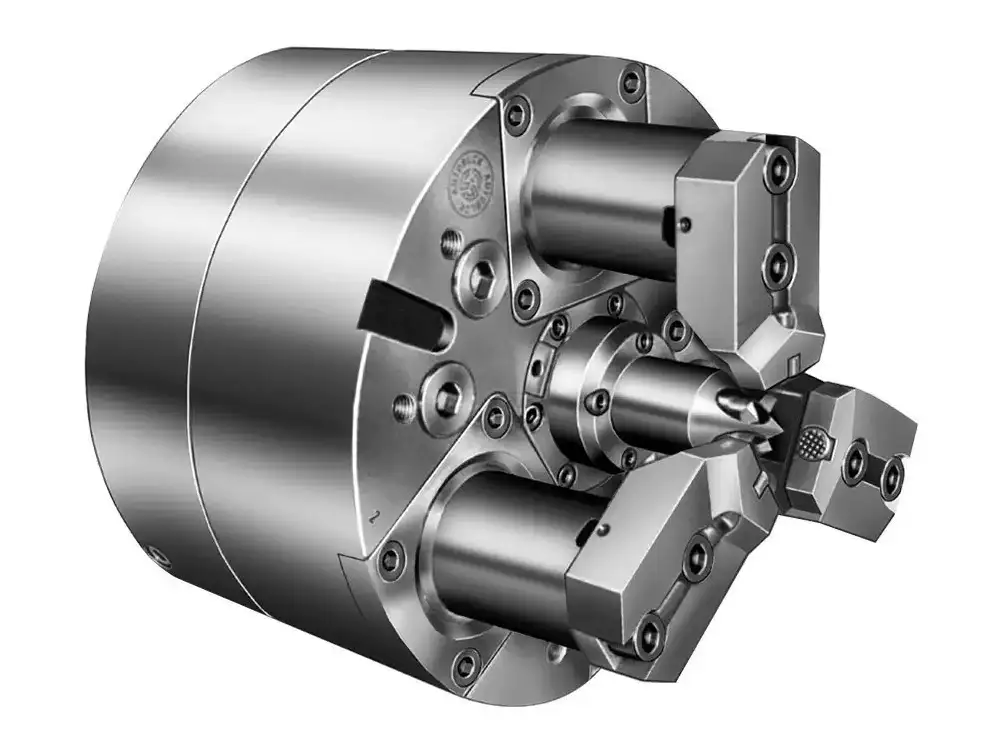
Обработка валов за один установ
Для обеспечения полной обработки валов за один установ применен комплексный патрон. Основная обработка производится с зажимом кулачками, а обработка под кулачками обеспечивается торцевым поводком.
Эффективное фрезерование и зубообработка
Мощный фрезерный шпиндель обеспечивает обработку одновременно по 5-ти осям и синхронизацию частоты вращения с частотой вращения шпинделей. Это обеспечивает не только эффективное фрезерование, но и зубообработку методом обкатного фрезерования.

Автоматизация загрузки и накопительный конвейер
Для снижения трудоемкости, повышения эффективности, автономности и безопасности применены кольцевой накопительный конвейер и портал с манипулятором.
Оператор в загрузочной зоне загружает заготовки на паллеты и нажатием кнопки отправляет в буферную зону, в этот момент в зону загрузки подъезжает следующая паллета с готовыми деталями. Площадь конвейера вмещает буферные зоны на 16 заготовок и 16 деталей. Манипулятор, конвейер и обрабатывающий центр синхронизированы между собой, а алгоритмы работы обеспечивают минимальные расстояния перемещений манипулятора. Конвейер, перемещает заготовки в зону работы манипулятора. Манипулятор опускается и при помощи захвата надежно фиксирует заготовку, перемещает её в рабочую зону станка и устанавливает в зажимное приспособление, далее направляется в зону ожидания забора готовой детали. Конвейер перемещается на одну позицию и уходит в режим ожидания детали. По завершении обработки, манипулятор опускается в рабочую зону станка и производит захват готовой детали, перемещает и выгружает её в ложемент на конвейер. Конвейер перемещает новую заготовку в зону работы манипулятора и цикл повторяется. Система использует техническое зрение для определения наличия заготовки в ложементе.

Достижения
- Сокращение производственного цикла.
- Снижение трудоемкости.
- Повышение качества продукции.
- Высвобождение площадей и механообрабатывающего оборудования.
- Улучшение условий и повышение безопасности труда.
Многофункциональный автоматизированный комплекс обеспечивает высокую концентрацию операций. Один станок обеспечивает черновую обточку, фрезерование, чистовое точение и нарезание резьбы, зубообработку. Автоматизация загрузки и накопительный конвейер снижают время простоя оборудования и обеспечивают автономность его работы.



